It can seem quite daunting when considering what it would take to integrate production data in order to optimize your factory floor. But we also know the benefits that can come from the integration and digitization of data. We know without this integration we cannot manufacture just what is needed, just-in-time with no waste and no delays. It keeps us from having too much raw material or finished goods sitting in inventory because data helps us determine exactly what is needed. It helps our warehouses run like clockwork. When supply chain systems and software share their data all the way to the production floor, efficiencies are created that were never possible before.
If you are anything like the companies we help every day, you may not have figured out how to take advantage of all the data you have spread across your supply chain and manufacturing facilities. Here are five ways that data can be streamlined and harvested to improve your manufacturing operations.
Breaking down data silos
One of the biggest issues preventing the productive use of the data that exists in manufacturing plants is due to the data silos. These silos often aren’t intentional. They could just be a biproduct of an era when no one thought about collecting data at an industrial scale. Your line had a supervisory control and data acquisition (SCADA) that could collect some basic diagnostics and that was enough. The operator could check in to make sure everything was operational, so no need to view the factory as a whole.
Or perhaps your manufacturing engineering team was just in a rush to get the production lines up and running in order to get that new product out the door and fill orders. They planned on going back and tying all their IoT devices to a dashboard and automate weekly reports. They just haven’t had time to get back to it between lines being down and trying to gear up for the next new product launch.
Whatever the reason, these silos exist. And being able to get at the data inside them can provide critical insight to the operational effectiveness of your plant. It can highlight problem machinery, alert you to quality issues and let you know if your overall equipment effectiveness (OEE) is not meeting targets.
Connecting to ERP
Your enterprise resource planning system (ERP) is another major silo of information that when tapped, can provide a host of benefits to your plant. The ERP system drives work orders down to the production floor so that production runs are scheduled on a daily, weekly, or monthly basis. There is little-to-no ability to react to spikes or dips in demand without production interruptions, operations staff running around in a panic or taking a hit on OEE performance.
By integrating your ERP system with your MES system, you can use real-time demand data to drive decisions on the plant floor. For example, the sales team ran a promo on your gluten-free recipe without letting anyone in production know. No problem, the system can direct you to run the line gluten-free for an extra hour to meet that spike in demand. And if your goal is to manage to just-in-time inventory levels, the integration of your ERP and MES systems is a must.
Eliminating Paper
In our experience, paper processes are far too prevalent in the world of manufacturing. Using paper to track orders as they navigate through production is costing you money and putting you at risk. The costs associated with a paper process aren’t limited to the cost of the paper. You need to then have a way to file and store that paper, which costs money. Then there is the cost associated with taking the order information and paying someone to manually enter it into a machine on the line, all the while hoping that what was written was legible and the person keying it in doesn’t make a mistake. If that paper needs to get from one spot on the production floor to another, then you are paying someone to walk it around.
If the costs aren’t enough of a deterrent, then consider the risks you are introducing by having a paper process. There is the risk to your reputation by having a process that is open for human error to take place. For example, errors in recording critical data, such as, serial numbers, in spec and out of spec measurements or even detail work instructions can cause significant ramifications downstream and impact to the customer. And what happens when you get audited for food or drug safety and your records are missing or incomplete because the printouts are lost?
In today’s digital world, we can do much better. Ideally information can remain digital from initial order to the production floor to the customer’s doorstep. The process can be streamlined to ensure that digitization of information is performed once. From there we can take the data and pass it through production and then file it away so it can be easily retrieved if needed for an audit. This process of taking your plant floor fully digital enables greater efficiencies, increased production volumes and improved product quality.
Avoiding confusion
Have you ever had a line get set up for a run, or worse, start production, only to realize that you were missing a critical component or raw material? Your supplier was delayed, or the incoming quality team rejected the latest shipment from a supplier, but no one informed the production team. Now you need to tear down the line and prepare to run another product. All the Work-in-Progress (WIP) must be scrapped. The operators on the line are confused and frustrated. All this resulting in lost time and materials, ultimately hurting the bottom line.
This is truly unfortunate considering that it is completely avoidable. Your logistics software or warehouse management system (WMS) has all the data needed to inform your production lines about material shortages or delays. This information can be fed to production so that intelligent decisions can be made on what products to run. If a line changeover takes a significant amount of time, that changeover can be strategically planned to minimize downtime and increase OEE. You can have tracking of raw materials as it enters your facility, through manufacturing until it ships out as finished goods.
Improving track and trace

The ability to track throughout the entire production process provides several important advantages in the world of manufacturing. Have you ever had a quality issue in the field and wanted to trace it back to the batch or line to figure out if you have a widespread issue? Or have you discovered after the fact that a supplier provided material that was out of spec? Issues like these require tracking throughout the entire journey that material follows through your plant―from gate-to-gate.
The solution that solves
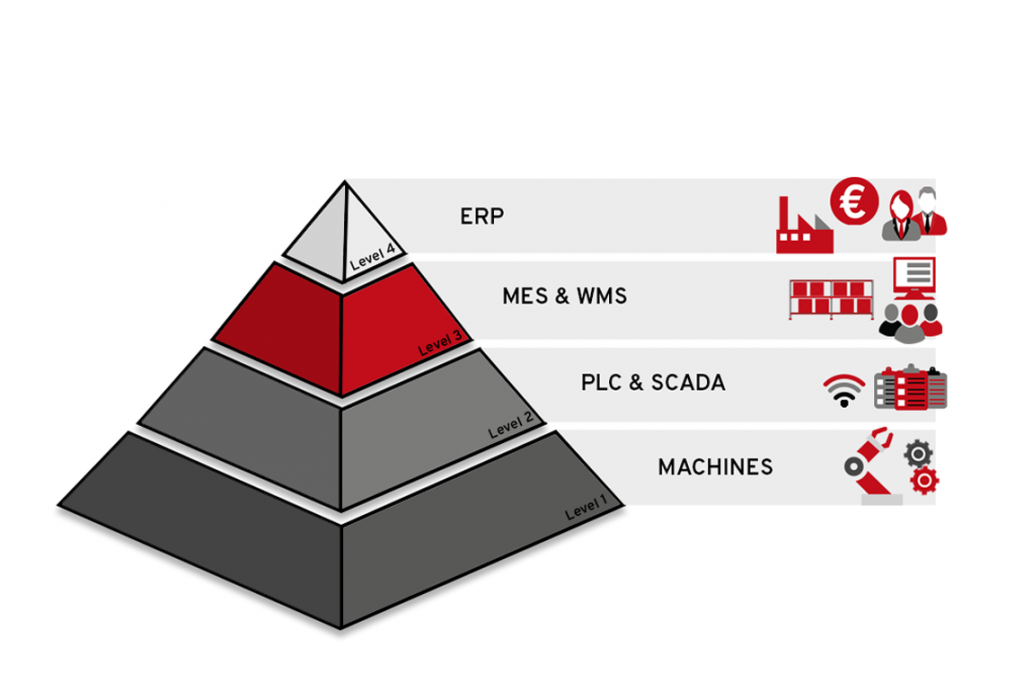
The Objective MES and WMS system helps solve these five data issues in one solution. The solution provides the digital integration of your systems; from ERP, to production machinery and SCADA/PLC systems. This integration ensures the optimal flow of goods and materials from raw material coming into your plant, to finished goods going out the door. Our gate-to-gate solution positions our clients to achieve their goal for mastering manufacturing and system transparency, improving operational efficiencies, realizing meaningful data and increasing corporate profitability.
- Marc Minne
- Sr. Business Development Manager
- 05/02/2020
